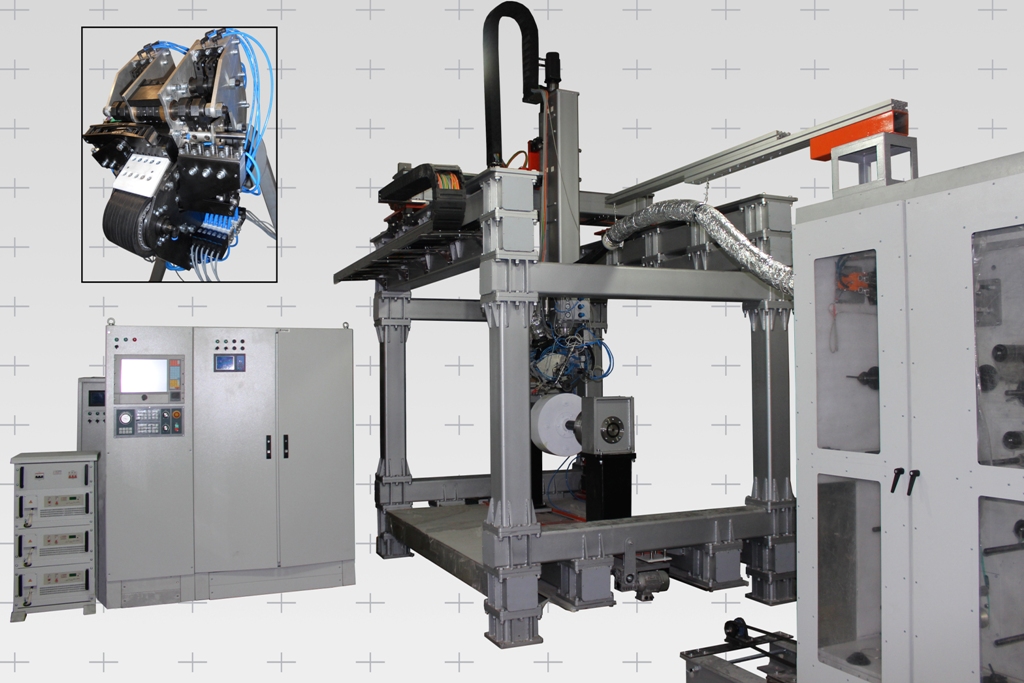

В рамках ОКР совместно с сотрудниками ФГУП «НПО «ТЕХНОМАШ» (сейчас АО «НПО «Техномаш» имени С.А. Афанасьева), предприятия являющегося головным научно-исследовательским предприятием Государственной корпорации по космической деятельности «Роскосмос» по технологическому обеспечению создания ракетно-космической техники, был разработан и изготовлен опытный образец автоматизированного выкладочного комплекса, который реализует технологию выкладки изделий термореактивными углеродными тоупрегами. Комплекс имеет портальную конфигурацию.
В состав комплекса входят:
1) три выкладочных головы для термореактивного тоупрега на различное количество потоков (тоупрегов) для возможности выкладки лентой различной ширины - 50, 100 и 150 мм;
2) устройство позиционирования и ориентирования выкладочной головки портального типа, обеспечивающее четыре степени подвижности;
3) тракт транспортировки материала;
4) модуль подготовки материала;
5) холодильную установку, обеспечивающая температуру в шпулярнике и трубопроводе не выше 12 градусов Цельсия;
6) систему ЧПУ типа FMS3000 на базе промышленной рабочей станции;
7) систему подготовки программ выкладки изделий.
Выкладочные головы моделей 50, 100 и 150 имеют схожую конструкцию. Корпус служит базовым элементом выкладочной головки и представляет собой сборную конструкцию, содержащую лентоформирующую фильеру, собирающую 8 тоупрегов. В верхней части корпуса имеется гнездо для крепления головки к манипулятору выкладочного комплекса.
Для выкладки на криволинейную поверхность прикаточный ролик выполнен из сегментов, способных перемещаться в вертикальной плоскости.
Каждый тоупрег имеет свой тормоз (для фиксации) и подающее устройство (для подачи тоупрега к зоне выкладки), а также индивидуальную пару ножей для обрезки в любой момент выполнения программы выкладки.
Выкладочные головы моделей 50, 100 и 150 снабжены ножами гильотинного типа с пластинами из твердого сплава, что обеспечивает достаточную стойкость ножей и высокое качество отрезки. Рабочая поверхность подающих валов механизмов подачи покрыта силиконовой резиной, обладающей хорошими антиадгезионными свойствами по отношению к связующему тоупрегов, что позволяет уменьшить количество разборок механизмов для чистки.
Все основные узлы выкладочных голов 50, 100 и 150 имеют возможность очистки каналов и рабочих механизмов сжатым воздухом. Для этого данные узлы снабжены специальными каналами. Очистка производится в процессе подготовки к работе и осуществляется с пульта оператора. На манипуляторе выкладочного комплекса располагается пневмопанель с регуляторами давления для тормозов, ножей и подающих устройств, а также для прикаточного ролика.
Устройство позиционирования и ориентирования выкладочной головы портального типа обеспечивает высокую точность ориентирования за счет использования оригинальной конструкции несущих балок, подшипниковых опор, а также использования синхронных приводов.
Лентотракт является важным технологическим модулем автоматизированного выкладочного комплекса и служит для пропускания лент материала в необходимом направлении и плоскости с сохранением температуры и влажности.
Модуль подготовки материала представляет собой модуль состоящий из шпулярника для материала с антиадгезионной подложкой и механизма его перемещения.
Шпулярник для материала с антиадгезионной подложкой представляет собой сборную конструкцию, включающую в себя следующие узлы: ячейка шпулярника, компенсатор, блок отводящий.
Ячейка шпулярника служит для равномерного сматывания материала и отделения от него антиадгезионной подложки. Ячейка шпулярника конструктивно выполнена в виде плиты с установленными на нее приводами смотки основного материала и антиадгезионной подложки.
Компенсатор натяжения материала позволяет стабилизировать натяжения перед входом материала в лентотракт. Компенсатор натяжения имеет два каскада компенсации натяжения. Первый каскад включает в себя блоки компенсаторных роликов, в свою очередь второй каскад выполнен в виде воздушного инжектора. Воздушный инжектор обеспечивает аэродинамическое подвешивание материала в лентотракте и его охлаждение.
Из особенностей конструкции модуля подготовки материала можно выделить:
- наличие механизма перемотки антиадгезионной подложки;
- специальное покрытие антиадгезионным слоем всех деталей, контактирующих с наматываемым материалом;
- герметичность внутреннего объема шпулярника;
- поддержание внутри объема шпулярника заданной температуры не выше 10˚C ;
- наличие механизма протяжки материала;
- конструкция компенсаторных роликов, обеспечивающая снижение натяжения тоупрега в 30 раз во всем диапозоне скорости прохождения тоупрега.;
- аэродинамическое обезвзвешивание тоупрега в лентотракте.
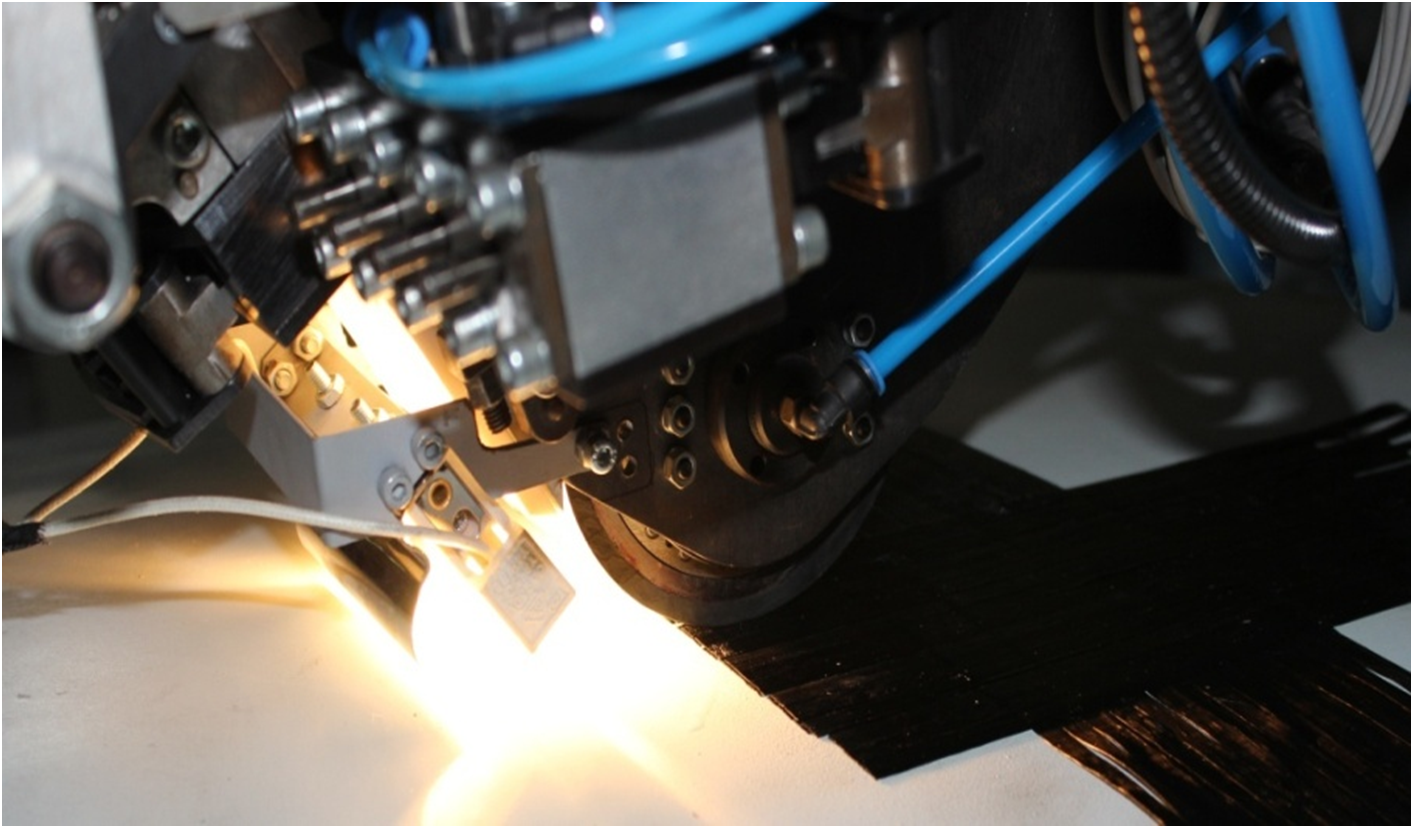
В работе использовался тоупрег разработки ФГУП «ВИАМ» на основе связующего марки ВСЭ 1212. Количество тоупрегов в лентотракте - 8. Ширина одного тоупрега соответствует европейскому стандарту и равна 1/4 дюйма.
В ходе испытаний выкладочный комплекс показал свою работоспособность. Фрагмент процесса выкладки показан фото.
| 1 |
Ширина формируемой ленты препрега, мм: минимальная максимальная |
6 50; 100; 500 |
| 2 | Максимальная температура выкладки препрега, ºС | 100 |
| 3 | Масса оправки с изделием, кг | до 100 |
| 4 | Минимальная температура охлаждения препрега, ºС | 5 |
| 5 | Максимальная скорость укладки лент, м/мин. | 20 |
| 6 | Минимальная длина выкладываемых лент, мм | 100 |
| 7 | Максимальное усилие прикатки, не менее, Н/мм ширины | 10 |
| 8 | Регулируемая сила натяжения на индивидуальную шпулю, не менее, кгс | 3 |
| 9 | Регистрация технологических параметров | автоматическая |